I have not written much about 3D printing. The CNC router had a print head added at the end of the year. This was not what I would call a great success. Mounting the print head assembly, a Micron EME, was fairly easy, but I also had to add the print nozzle temperature controller, which had to be close to the head as I used a thermocouple for temp sensing due to wanting to use high temperature filaments. I am using Mach4 for the CNC router controller. It has NO 3D specific functions built in despite a stock 3D printing profile. So there is no temperature control for the print head or print bed provided. Both of which are are more important than I would have guessed.
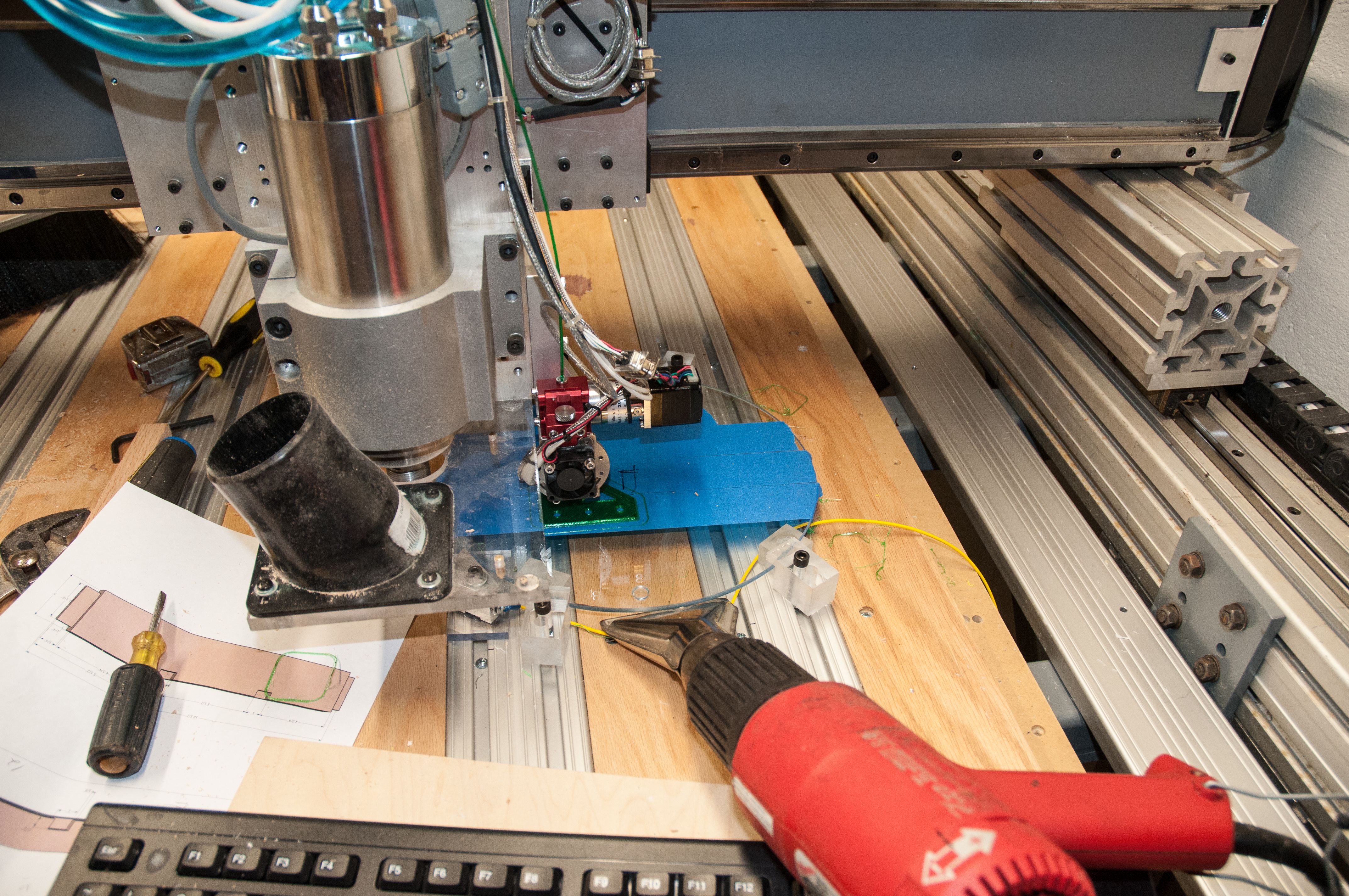
The print head extruder stepper is set up as the A axis. I have the nozzle temperature externally manually controlled as required for each type of filament. Currently I am running PETG from eSun. The print bed is a sheet of glass (cutting board from amazon) with blue painter’s tape to aid adhesion. The CNC router does not have a heated bed, but I can aim a heat gun with diffuser under the raised glass build plate to have a sort of heated bed. The bed needs to be in the vicinity of 80 degrees C to avoid the parts warping and pulling away from the bed. The heat does make a HUGE difference when trying to print anything over about 1-2″ across.
The printing required considerable tuning and testing of the parameters. I am using the open source program Slic3r to do the slicing to prepare for printing. It took about 20 test objects to get things reasonably dialed in from scratch

3D print underway.

Finished product prior to trimming and clean up. This was at 0.35mm layer height.